ソフト設計・PLC・HMI– category –
-

【脱コピペ】回路を「部品」化せよ。ファンクションブロックでバグをゼロにする
「回路のコピペ修正で残業していませんか?」本記事では、PLC設計のバグをゼロにする「ファンクションブロック(FB)」の作り方を、たこ焼きとロボットに例えて解説。9年の経験から導き出した「使い分けの基準」と「禁じ手」を公開します。 -
【PLC言語比較】ラダーは最強だが万能ではない。適材適所で選ぶ現場の勝ち筋
PLC言語(ラダー、ST、SFC、FBD)の使い分けに迷っていませんか?本記事では、現役設計者が現場のトラブル対応と効率化を両立するための「適材適所の選び方」を解説。ラダーの限界を突破し、設計スキルを一段階上げましょう。 -
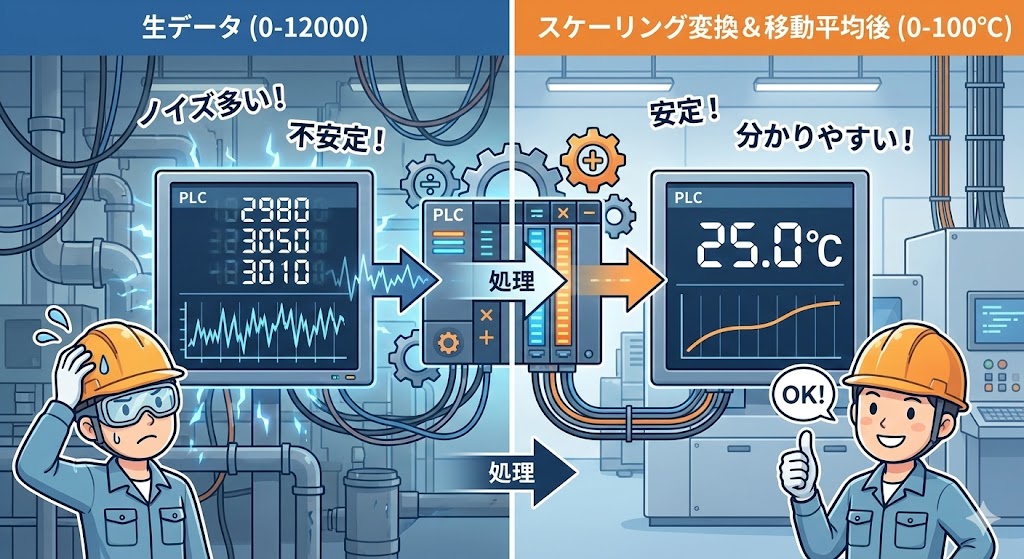
12000を100℃に!PLCアナログ変換の「スケーリング」と「平均化処理」
PLCのアナログ入力値(0〜12000など)を温度や圧力などの「工学値」に変換するスケーリングの仕組み(y=ax+b)と、数値のふらつきを抑える「平均化処理」について解説。基本はユニット設定でOKですが、トラブル対応のために「内部の計算式」も理解しておきましょう。 -
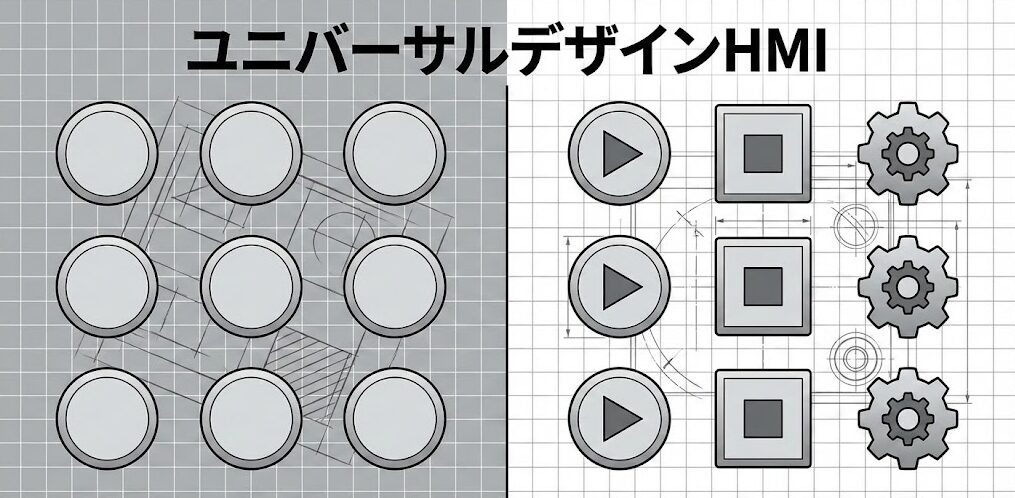
色に頼らず形で伝える!モノクロでも伝わるFA画面デザインの極意
【完結編】現場のマニュアルが白黒コピーだったら?色が使えない状況でも確実に伝わる「ダブルコーディング(色×形)」の技術、ISO/IEC規格アイコン、そして老眼対策まで。プロが教える「誰にでも伝わる最強のHMI画面設計」の極意です。 -

HMI背景色に「黒」は危険!色弱でも見える最強のRGB設定値公開
FA常識の「黒背景」は、色弱者には文字が消えて見えます。白背景のグレアも解決し、誰にでもハッキリ見える「ライトグレー+CUD推奨色」の最強RGB設定値を公開。明日からコピペで使える実践的なリストです。 -

黒背景の赤文字が読めない?現場の20人に1人が抱える色覚の恐怖
実務9年の現役エンジニアである私自身、色彩検定UC級を学ぶまで自分の「色覚特性」に気づいていませんでした。FA現場で常識の「黒背景に赤文字」が、実は20人に1人には「見えていない」という衝撃の事実とリスクを、実体験を交えて解説します。 -

HMI画面にセンスは不要!IEC規格と人間工学で作る「正解」の設計論
タッチパネル画面作成に「センス」は不要。必要なのは「理屈」と「エビデンス」です。IEC60204-1規格に基づく色使い、フィッツの法則が示すボタンサイズ(20mm)、緊急時のトンネル効果など、人間工学と物理法則に基づいた「ミスをさせないHMI設計論」を解説します。 -

【PLC】MOVとMOVPの決定的違い!ラダーのバグを防ぐ現場の常識
「ボタンを1回押しただけなのに、数値がすごい勢いで増えていく…」その原因は、命令語の『P』にあります。PLCラダー図における「MOV(連続実行)」と「MOVP(パルス実行)」の決定的な違いと、初心者がハマる「スキャンタイムの罠」を現場目線で解説します。 -
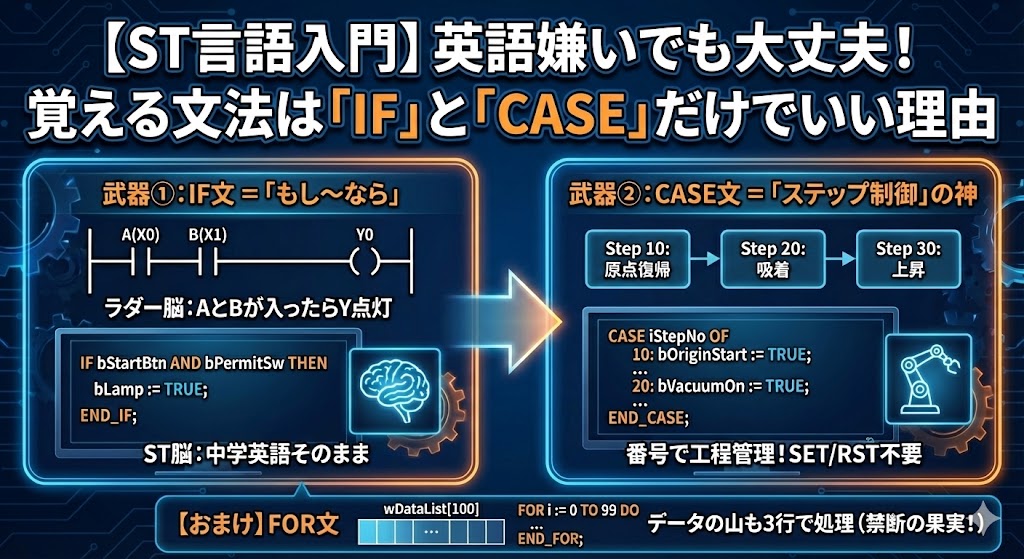
【ST言語】覚える文法は2つだけ!「IF」と「CASE」で書く実践ST言語入門
ST言語の文法、全部覚えようとしていませんか?現場で本当に使う文法は「IF」と「CASE」の2つだけです。現役FAエンジニアが、複雑なラダーをスッキリ書き換え、自己保持地獄から抜け出す実践的スキルと、初心者が陥るFOR文(WDTエラー)の罠を徹底解説します。 -
脱・エクセル管理!PLCで「ラベル(変数)」を使うべき4つの理由
まだエクセルでデバイス管理をしていますか? D100などの「固定アドレス」を使うリスクと、プロが実践する「ラベル(変数)プログラミング」の絶対的なメリットを解説。アドレス重複ミスをゼロにする技術です。