「PL e対応」と書かれた高い安全機器を買えば、装置全体も「PL e」になる。もしあなたがそう思っているなら、今すぐその考えを捨ててください。
それは、「最高級の和牛(PL e機器)を買えば、料理未経験の素人が焼いても三ツ星レストランの味になる」と信じているのと同じです。 調理法(回路設計)を間違えれば、その高級肉は黒焦げの炭(PL a)になって終わります。
実務9年の電気設計エンジニアである筆者が、現場で「高い機器を使っているのに、設計ミスで安全規格に通らない」悲劇を嫌というほど見てきました。
今回は、下記の過去記事で解説した「PL e ≒ SIL 3」という知識を前提に、実際にPL e(最高ランク)の料理を作るための「4つの必須条件(パラメータ)」を解説します。

これを読めば、カタログスペックに騙されない「本物の安全設計」が見えてきます。
結論から言うと、PLを決めるのは機器単体ではありません。 「4つのパラメータ」の組み合わせで決まります。
ただし、新人が全てを完璧に計算するのは不可能です。 実は、たった1つのポイントさえ押さえれば、大火傷は防げるのです。その秘密を紐解いていきましょう。
PL(パフォーマンスレベル)はどうやって決まる?
結論から言います。 PL(安全レベル)は、「4つのパラメータ(食材・環境)」を評価し、最後に「あみだくじ(グラフ)」で判定して決まります 。
「計算式が必要なんでしょ?」と身構える必要はありません。 今の時代、複雑な計算は専用ソフト(SISTEMAなど)がやってくれます。
設計者であるあなたがやるべきは、計算ではありません。 「どんな食材(機器)を選び、どう調理(配線)するか」を決めることです。
まずは、PLを決定する「4つの食材」を知っておきましょう 。
- Category(カテゴリ): 構造(レシピ・スタッフ配置)
- MTTFd: 信頼性(食材の鮮度・寿命)
- DCavg: 自己診断率(毒見の回数)
- CCF: 共通原因故障(キッチンの衛生管理)
それぞれ解説します。
① Category(カテゴリ):レシピと調理スタッフ
これがPL決定の土台となる、最も重要な要素です。 料理で言えば、「ワンオペで作るか、2人体制で作るか」という構造(アーキテクチャ)の話です 。
カテゴリは大きく分けて以下の2つに分類されます。
- カテゴリB・1(シングル):
- シェフが1人しかいない状態。 彼が倒れたら、料理は止まり、安全機能は失われます 。
- カテゴリ3・4(デュアル):
- シェフが2人いる状態(二重化)。 片方が倒れても、もう一人が料理を続けられるため、安全は維持されます 。
ここが最大のポイントです。 いくら「最高級の和牛(信頼性の高い部品)」を使っても、シェフが1人(カテゴリ1)なら、絶対に三ツ星(PL e)は取れません。
PL eを目指すなら、「カテゴリ3か4(二重化)」が必須条件になります。
ポイント カタログに「PL e対応」と書いてあっても、あなたが配線を一本(シングル)にしたら、その時点でPL eは消滅します。
カテゴリ3と4、どっちを選べばいい?
「二重化(カテゴリ3・4)が必要なのは分かった。で、どっちを選べばいいの?」ここが新人の最初の悩みどころです。 結論から言うと、「診断レベル(DC)」の違いです。
- カテゴリ3(標準的な二重化):
- イメージ: シェフが2人いる。片方が倒れたら止まる。
- 弱点: もし「監視役」も同時にサボっていたら、次に危険になるかもしれない(故障の蓄積)。
- 採用基準: 一般的なコンベア、搬送装置など。「PL d」を目指すならこれで十分。
- カテゴリ4(完璧な二重化):
- イメージ: シェフが2人いて、さらに「超高性能なバイタルセンサー」でお互いを常時監視している。
- 強み: どんなに故障が重なっても、絶対に安全機能を失わない。
- 採用基準: プレス機、切断機など、指が飛ぶレベルの危険源。「PL e」が必須ならこれ。
【現場の選び方】
「自分の思い込みで決めず、安全機器のカタログを見る」のが鉄則です。
- ドアスイッチ:
安価な機械式はカテゴリ3止まりが多いですが、非接触式などカテゴリ4対応も増えています。 - ライトカーテン(ここが落とし穴!):
基本は「Type 4(カテゴリ4)」を選んでください。 安価な「Type 2(カテゴリ2)」も存在しますが、これは「PL c(軽微なリスク)」までしか対応できません。 プレス機などの危険な場所に、コストダウン目的でType 2を使うと規格違反(アウト)になります。
「ドアスイッチだからカテゴリ3でいいや」と思考停止せず、必ずメーカー仕様書の「適合カテゴリ/PL」の欄を確認してください。メーカーの配線例に従えば、自然と適切なカテゴリになります。
② MTTFd(平均危険側故障時間):コース料理全体の鮮度
部品が「危険な壊れ方」をするまでの平均時間のことですが、ここで最大の落とし穴があります。MTTFdは、スイッチ1個の性能ではありません。
「入力」+「制御」+「出力」という、3つのチーム全体の合計点で評価されます。
安全機能(料理)は、以下の3つのステップで作られます。
- 入力(食材): 非常停止ボタン、ドアスイッチなど
- 制御(調理): 安全PLC、セーフティリレーユニット
- 出力(提供): コンタクタ(MC)、サーボモータの遮断機能
いくら「最高級の和牛(MTTFd「高」のスイッチ)」を買っても、最後にお客さんに出す皿(出力のコンタクタ)が汚れていたら、料理全体としては「不衛生(MTTFd「低」)」になります。
PL e(最高ランク)を取るためには、この3つ全てにおいて信頼性の高い部品を選び、合算する必要があります。
新人が必ず躓く「カタログの罠」
「よし、全部MTTFdが高いやつを選べばいいんだな!」そう思ってカタログを開くと、あなたは必ず困惑します。
「リレーやスイッチに、年数が書いていない!」
実は、部品の構造によって寿命の表記ルールが違うのです。
1. 「電子部品」と「有接点部品」の違い
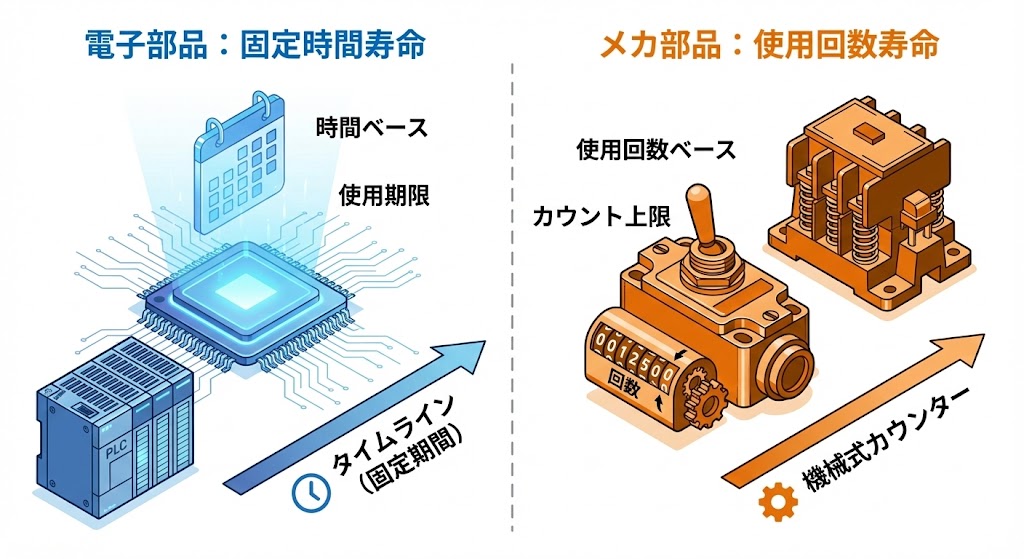
ここを混同しないでください。
- 電子部品(半導体):
- 例: 安全PLC、ライトカーテン、安全コントローラ
- 特徴: 物理的な摩耗がない。
- 表記: カタログに「MTTFd: 100年」と書いてある。→ そのまま使ってOK。
- 有接点部品(メカニカル部品):
- 例: コンタクタ(MC)、リレー、ドアスイッチ、非常停止ボタン
- 特徴: カチャカチャと物理的に動く「接点」があり、使えば使うほど摩耗する。
- 表記: カタログに「B10d: 100万回」と「回数」で書いてある。
※注意:「メカニカル部品」と言っても、機械設計者が設計するシャフトやギアのことではありません。「物理的な接点を持つ電気部品」のことです。
現場では、この「回数(B10d)」を「年数(MTTFd)」に変換する計算が必要です。これだけは避けて通れません。
2. 「回数」を「年数」にする方法
計算はシンプルです。「そのスイッチ、1年で何回カチャカチャさせますか?」 というだけです。
以下の式で求められます(メモのご用意を!)。
MTTFd(年) = B10d ÷ (0.1 × nop)
……数式が出た瞬間に読むのをやめようとしたあなた。待ってください。日本語に直すと簡単です。
寿命(年) = カタログの寿命回数 ÷ (1年の作動回数 × 0.1)
※0.1は「危険側故障率(10回に1回は危険な壊れ方をする)」という安全係数です。
【計算例:コンタクタの場合】
- カタログ値(B10d): 130万回
- 使い方: 1分間に1回開閉する(1日8時間稼働)
まず、1年の作動回数 nop を出します。
60回/時 × 8時間 × 365日 = 175,200回/年
これを式に当てはめます。
1,300,000 ÷ (175,200 × 0.1) ≒ 74年
判定: 74年なので、MTTFdランクは「高(30〜100年)」になります。
計算の理屈はこれだけですが、設計のたびに電卓を叩くのは正直面倒ですよね。 そこで、カタログ値を入れるだけでランクまで自動判定する計算機を用意しました。お手元のカタログを見ながら、実際に数値を入力してみてください。
[STEP1] MTTFd(平均危険側故障時間)自動計算ツール
有接点部品のカタログ値と稼働条件を入力し、「計算する」を押してください。
本ツールは学習および簡易算出を目的としたものです。実際の設計実務や安全規格(ISO 13849-1等)の適合性評価においては、必ず各機器メーカーの公式データシートおよび規格書の原本を参照し、ご自身の責任において計算・評価を行ってください。
最後は「チーム全体の評価」
こうして全ての部品を「年数」に揃えたら、最後にシステム全体のMTTFdを出します。
ここは複雑な計算式(逆数の和など)がありますが、新人のうちは以下の「ボトルネックの法則」だけ覚えておけばOKです。
「一番ランクが低い部品に引っ張られる」
- スイッチ(高)+ PLC(高)+ コンタクタ(中) = 全体は「中」
- スイッチ(高)+ PLC(高)+ コンタクタ(低) = 全体は「低」
だからこそ、頻繁に動かすコンタクタ(消耗品)を選定する時は、計算して「ランクが低くなりすぎていないか?」をチェックする必要があるのです。
「一番低いランクに引っ張られる」という感覚がつかめたら、初心者のうちは合格です。 しかし、実際の設計審査やエビデンス作成では、「2つのチャンネルを合わせた厳密な数値」を求められる場面が必ずやってきます。
以下のツール(アコーディオン内)は、実務で二重化回路を設計するエンジニア向けに、ISO規格に基づいた厳密な合算ができるようにしてあります。将来、あなたが「教える側」になった時や、より深い設計に挑む時に活用してください。
🧮 なぜ「低い方」に引っ張られる?
システム全体の寿命(MTTFd)は、以下の「逆数の和」の公式で求められます。
電気回路でいう「並列抵抗の合成」と同じ考え方です。
【ポイント】
分母(直列につながる部品)が増えれば増えるほど、全体の寿命は短くなります。
1つでも極端に寿命が短い部品(ボトルネック)があると、計算結果全体がその値以下に引きずり下ろされてしまうのです。
🧮 2つのチャンネルをどう合体する?
まず、各チャンネル内の部品寿命は「ボトルネックの法則(逆数の和)」で合計します。
そして、左右のチャンネル(CH1とCH2)を合体させてシステム全体の寿命を出す時は、以下の公式(ISO 13849-1 式D.2)を使います。
【ポイント】
左右が同じ構成(対称)なら単純平均に近い値になりますが、左右で寿命が違う(非対称)場合、この式によって「低い方の値」に重みが置かれた結果になります。
このツールは、この複雑な計算を裏側で自動処理しています。
まずは大まかな「ランク」を把握しよう
ISO規格では、MTTFd(寿命)を以下の3つのランクに分類しています。 カタログに「MTTFd: High」と書かれていたら、まずは「30年以上持つんだな」とイメージしてください。
| ランク | 年数(基準) | イメージ |
| 高 (High) | 30年 〜 100年 | 長期保存可能な缶詰 |
| 中 (Medium) | 10年 〜 30年 | 普通の野菜 |
| 低 (Low) | 3年 〜 10年 | 生魚(すぐ使わないとダメ) |
※注意: 実際の判定(あみだくじ)では、このランクをさらに細かく分けた「具体的な年数(境界線)」で判定します。 まずはこの表で自分の「持ち札」を確認し、正確な判定は下のフローチャートで行ってください。
③ DCavg(平均自己診断率):毒見と味見
システムが自分自身の故障を検知できる確率です。 料理で言えば、「客に出す前の味見(毒見)チェック」の徹底具合です。
「どれくらいの頻度で毒見をしているか?」によって、ミスを見抜ける確率が変わります。
- 高(DC 99%):常に毒見している:
- ほぼ全ての料理をチェックするので、99%以上の確率で異常(故障)に気づけます。
- 低(DC 60%):たまに毒見する:
- サボりがあるため、異常があっても6割くらいしか気づけません(4割は見逃します)。
- なし(DC 0%):味見しない(ぶっつけ本番):
- 異常があっても気づかず、そのまま客に出してしまいます。
PL e(最高ランク)を取るためには、少なくとも「低(60%)」以上の自己診断が求められます。 カテゴリ3・4(二重化)にするだけでなく、お互いに監視(パルスチェック等)機能がついているかを確認しましょう。
| ランク | カバレッジ(%) | 状態 |
| 高 | 99% 以上 | 常に毒見している |
| 中 | 90% 〜 99% | ほとんど毒見している |
| 低 | 60% 〜 90% | たまに毒見する |
| なし | 60% 未満 | 味見しない(ぶっつけ本番) |
Q. 自分の回路のDC(%)はどうやって決めるの?
「カタログに書いてない!」と焦る必要はありません。DCは部品単体のスペックではなく、「あなたがその部品をどう監視(診断)しているか」 という「手法」に対して与えられる点数です。
ISO 13849-1 の 附属書E(Annex E) というページに、「この監視方法を採用したら○○%あげます」という採点基準表(カンニングペーパー)が載っています。設計者はそこから自分の設計に合致するものを選びます。
ここでは、実務で頻繁に使われる「DC 99%(High)」を獲得するための構成例を紹介します。
| 部位 | ハードウェアの必須条件(部品選定) | ソフトウェアの監視手法(DC 99%の条件) |
| 入力 (非常停止等) | 直接開路動作機構を持つ 「安全スイッチ」を使うこと。 | 妥当性チェック (Plausibility check) セーフティコントローラで「クロスモニタリング(不一致監視)」を行う。 ※2つの信号の時間差や矛盾を監視する。 |
| 出力 (コンタクタ等) | ミラーコンタクトを持つ 「安全コンタクタ」を使うこと。 (主接点と連動するb接点) | 直接監視 (Direct monitoring) ミラーコンタクト(b接点)をセーフティコントローラに戻し、モニタされている。 |
| 論理 (安全PLC) | 安全認証を受けた 「セーフティコントローラ」を使うこと。 (汎用PLCはNG) | 自己診断 コントローラ自体が内部で高度な自己診断を行っているため、メーカー仕様として通常は99%が保証されています。 |
⚖️ DCavgは「加重平均」
平均自己診断率(DCavg)は、単純な平均(足して2で割る)ではありません。
「壊れやすい部品(MTTFdが短い)ほど、診断の重要度(重み)が増す」という計算を行います。
【日本語で言うと…】
「各部品の診断率 × 壊れやすさ」の合計を、「システム全体の壊れやすさ」で割っています。
つまり、長寿命な部品の診断をサボっても影響は小さいですが、短寿命な部品の診断をサボると評価はガタ落ちする仕組みになっています。
④ CCF(共通原因故障):調理場の衛生管理
最後は、機器単体ではなく「設置環境」の話です。 いくら優秀なシェフが2人(二重化)いても、キッチン全体に問題があれば共倒れします。
- 停電・過電圧(電源トラブル)
- 猛暑・結露(温度管理ミス)
- ノイズ混入(配線分離のミス)
これらが起きると、二重化した回路が同時に破壊されます。これを防ぐための対策が必要です。
どうやって評価するの?→「附属書F」を使う
ここだけは精神論ではなく、明確な「採点表」が存在します。 ISO 13849-1 の 附属書F というチェックリストに従って点数をつけます。
【CCF(共通原因故障)チェックリストの例】
| 評価カテゴリ | 具体的な対策の例 | 配点 |
| 分離/隔離 | 信号線と動力線を分けて配線している | 15点 |
| 多様性 | 異なる技術・原理の部品を組み合わせている | 20点 |
| 設計/経験 | 過電圧・過電流などの保護を入れている | 15点 |
| 使用する部品が十分吟味されている | 5点 | |
| 査定/分析 | 設計段階でFMEA(故障解析)を行い、共通故障を考慮している | 5点 |
| 適格性/訓練 | 設計者が安全設計の十分な教育を受けている | 5点 |
| 環境評価 | ノイズ対策(EMC)ができている 流体(空気・油)の不純物対策ができている | 25点 |
| 他の影響 | 温度、衝撃、振動などの環境耐性を考慮している | 10点 |
| 判定 | 合計 65点以上で合格 (満点は100点) | – |
これらを合計して、「65点以上」取れば合格です。 逆に言うと、どんなに良い機器を使っても、盤内の配線がぐちゃぐちゃで65点を下回れば、PL eは取れません。
【コラム】附属書F(チェックリスト)を無料で手に入れる裏技
「附属書Fで採点しろ」と言われても、手元に数万円する規格書(JIS B 9705-1)がない人がほとんどでしょう。
実は、安全機器メーカーの「技術ガイド」に、このチェックリストが分かりやすく掲載されています。
例えば、安全機器メーカーの技術情報サイトなどで「CCF」と検索すると、採点項目が詳しく解説されたページが見つかります。 設計審査の際は、こうしたメーカー資料を印刷してチェックを行い、資料として添付するのが賢いやり方です。
もちろん、時間があればExcelで自社のフォーマットに作り直すのがベストです。 しかし、メーカーの資料は『ISO規格そのもの』が書かれているので、そのまま印刷して『日付・サイン・装置名』を書き込めば、立派な審査資料(エビデンス)として通用します。 形式よりも『規格の内容を漏れなくチェックした事実』が重要だからです。
判定!あみだくじでPLが決まる
4つの食材(パラメータ)が揃いました。 最終的にどうやってPL(a〜e)が決まるのでしょうか?答えは、以下のような「あみだくじ(判定グラフ)」を使います。
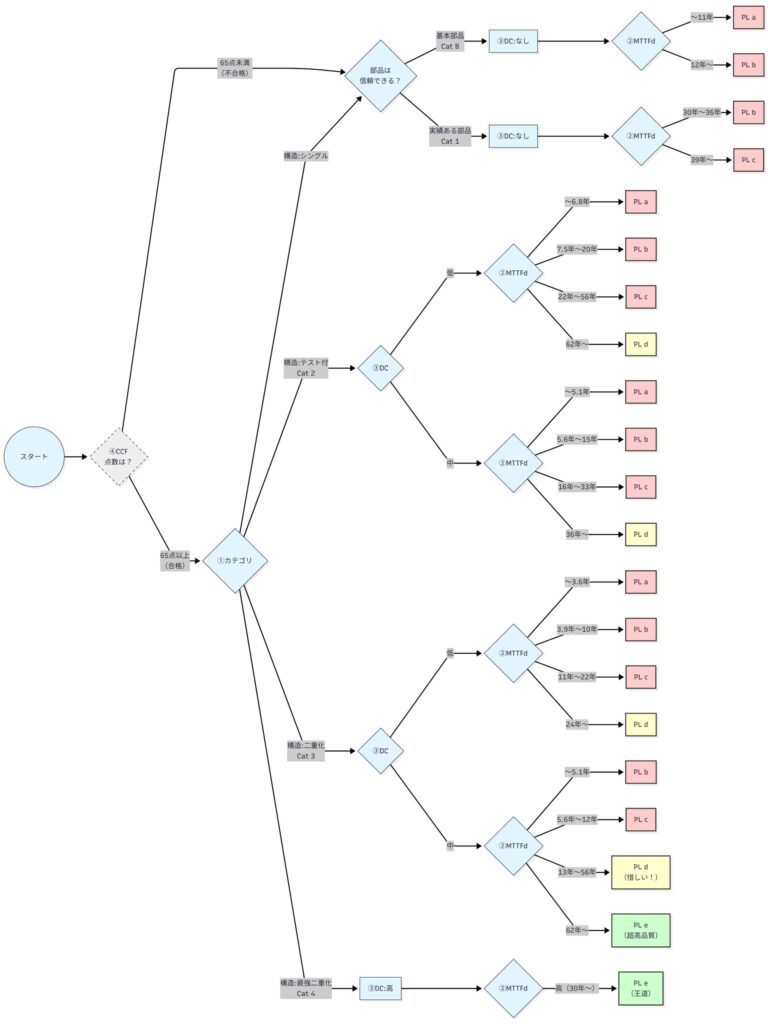
「あみだくじ(判定グラフ)」の結果、以下のことが分かります 。
- PL e(最高ランク)への道: 「カテゴリ4」かつ「MTTFd(鮮度)高」かつ「DC(味見)高」のルートを通る必要がある。
- カテゴリ3の限界: カテゴリ3でもPL eには届くが、条件は厳しい。
- カテゴリ1の限界: カテゴリ1(シングル)の時点で、どんなに頑張っても「PL c」止まり。
つまり、「PL e対応機器」とは、「PL eを狙えるポテンシャルを持った食材」という意味でしかありません。 調理法(カテゴリ選択)や味見(DC)をサボれば、ランクは容赦なく落ちるのです。
※CCFは「入場チケット」です
最初に「CCF 65点以上」を取らないと、そもそもカテゴリ2・3・4のルートに進むことすら許されません(強制的にCat 1扱いになります)。 ノイズ対策や配線の分離をサボると、どんなに高い機器を買ってもPL eは取れないということです。
【⚠️重要:判定の正確性について】
上記のフローチャートは、ISO 13849-1:2015 附属書K の内容を、初心者が直感的に理解できるよう視覚化した「簡易判定イメージ」です。
実際の設計実務や認証申請においては、必ず規格書の原本(附属書Kの表)を参照し、正確な PFHd 値および判定結果を確認してください。
特にMTTFdやDCの値が境界線に近い場合(例:ちょうど30年、ちょうど60%など)は、簡易図だけで判断せず、計算値に基づく厳密な評価が求められます。
計算結果が表にない数字になったら?
Q. 計算したら「MTTFd = 60年」になりました。規格の表(附属書K)には「56年」と「62年」しかありません。どっちを見ればいいですか?
A. 「悪い方(56年)」を見てください。 安全規格では、常に「最悪のケース(Worst Case)」を想定します。
- MTTFd(寿命): 短い方(低い数値)を選ぶ
- PFHd(故障確率): 高い方(悪い確率)を選ぶ
「四捨五入」や「近い方」ではありません。「自分に厳しく」がルールの鉄則です。
まとめ:新人が覚えるべきは「カテゴリ」だけ
PL計算は奥が深いですが、実務1年目のあなたが全てを計算する必要はありません。
まずは「カテゴリ(二重化)」だけを死守してください。
なぜなら、MTTFd(寿命)やDC(診断率)は、メーカーが良い機器を作ってくれれば確保できます。 しかし、「二重化するかどうか(カテゴリ)」を決めるのは、配線図を描くあなた自身だからです。
- PL eが必要な場所には、カテゴリ4(入力も出力も二重化)。
- PL dでいいなら、カテゴリ3(基本は二重化)。
これさえ間違えなければ、あとは安全機器のスペックが助けてくれます。
さて、これで設計の基礎は整いました。 しかし、もしこのルールを無視して適当な設計をし、事故が起きたらどうなるのでしょうか?
次回は、少し視点を変えて「法律」の話をしましょう。「ISO規格を守らないと法律違反になるの?」という、設計者が一番ビクビクするテーマについて解説します。

安全設計マスターへの道(全7回ロードマップ)
「機械安全・機能安全シリーズ」は、以下の全7回構成でお届けします。「安全設計」は、概念、計算、ハードウェア、制御、そして法律が複雑に絡み合う総力戦です。
このシリーズを最後まで読めば、あなたはもう「ISO? 計算? よく分からんからメーカー任せ」と言っていた頃のあなたではありません。
自信を持ってリスクを計算し、仕様を決定し、堂々と「安全です」と言い切れるエンジニアになれるよう、体系的に解説していきます!
Phase 1:機械安全編(メカ・構造で守る)
まずは「物理的にどう守るか?」という機械安全の基礎を固めました。

Phase 2:機能安全編(電気・制御で守る)
次に、目に見えない「制御の信頼性」を保証する機能安全の世界へ踏み込みました。